
Resistance and laser solutions to solve space and accessibility issues
As the use of electric motors in automobile power trains has increased, stator welding has become an established manufacturing process. Development of a robust and stable stator welding process is critical, since the many connections between stator coils and the 'outside world' are essential for reliable engine performance.
By Robert Vermeulen, Amada Miyachi Europe
Depending upon the geometry of the space, end users can choose from a variety of resistance welding and laser welding equipment options.
Stator welding in electrification of the automotive power train
The stator is the stationary part of an electric motor and are used primarily to keep the electrical field aligned. The stator used in an electric motor is an electromagnet, with a coil that energises it, when an electrical current is applied. This coil may be either iron core or aluminium. To reduce loading losses in motors, manufacturers usually use copper as the conducting material in the windings.
There are many types of stators, but most electric motor stator applications call for connection of insulated copper wire to electronic components outside the motor.

Figure 1: Welding stator wire to substrate
Figure 1 shows a typical example of the stator, including the ring of coils and the housing to which electronics will be connected. (This is what will be visible in the assembly factory.) In this example, each of the coil wires is insulated using a lacquer coating. The coil wire is put into a copper fork (Figure 2) or hook (Figure 3). Using resistance welding, two electrodes pass current through the fork or hook, thereby heating up the coil wire to a temperature of 200-300°C.
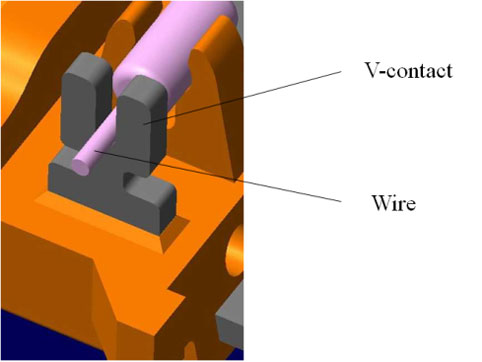
Figure 2: V-Contact Wire
The lacquer burns away, making the electrical contact possible. More current is then applied to close the fork or hook around the copper wire, making the connection to a copper buss bar. Although not directly related to the main engine power train, it should be pointed out that stator welding is just as important, if not more so.
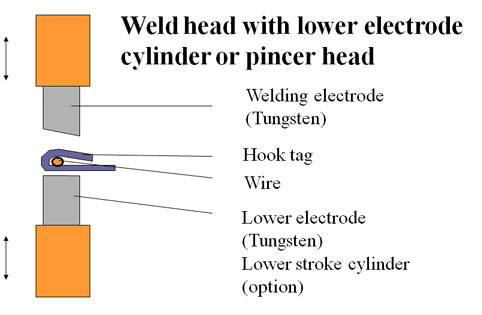
Figure 3: Weld held with lower electrode cylinder or pincer head
This is never more evident than in smaller motors used in electric and hybrid vehicles. For example, electric pumps used for cooling fluids and the air conditioning. A typical high-end car may have dozens of small electrical motors in addition to the main motor. Typically used in automatic seats, car windows, windscreen wipers, and vents. Traditionally, these were connected to a petrol engine by a fixed connection belt. Due to energy saving measures, they are now frequently driven by an electric motor.
Meeting stator welding manufacturing challenges
By far the overriding manufacturing challenge for stator welding is finding a process and equipment that guarantees 100% process quality. Stability of the process is key. It is very easy to make a connection in a lab, but it is another thing altogether to guarantee the connection in a full production line.
Another challenge is posed by the recent enormous increase in the size of motors used to drive vehicles. At the same time, manufacturers are also striving towards reducing the motor’s height to provide a space and weight advantage. These design trends present new space and accessibility challenges for stator welding, and designers are searching for new solutions to overcome these issues.
At the beginning of the development process, stator welding application engineers focus on the mechanics of making one good connection. The next step, always done in close cooperation with the end user, is a full development process. For example, Amada Miyachi Europe often builds laboratory test equipment with all the future production line’s primary functionality and then makes a small quantity of parts. Using this approach, experts test the equipment and develop the process in iterative steps.
The next stage is building a production system. Some motor manufacturers have already developed their own stator welding process and are just looking for a welding module, power supply, or laser to do the job. Or they may work with a stator welding vendor that can develop a process module built into a complete production line built by an equipment system integrator.
This may include components that perform required mechanical movements and measurements. Alternatively, they may purchase a fully automated process, including vision, quality check, and all other components needed for the joining process.
Advantages and disadvantages of stator welding technologies for automotive power train
Several technologies may be used for automotive power train stator welding, including resistance welding, which is often coupled with brazing, hot crimping, TIG or laser welding. All of which are often used with the space saving hairclip technique.
The advantage of using resistance welding is that electrodes are actually in contact with the parts and compress the product during the process whilst the movement and force are precisely measured. This gives the end user improved process control and the ability to conduct quality checks.
This is a big plus - the system keeps track of what is happening and users can log and store data, then go back to that data if something goes wrong. Recent advancements in resistance welding technology, particularly by replacing older AC equipment with DC inverter technology, provide even better process control.
Using resistance welding with hot crimping technology efficiently produces high quality joints that are effectively sealed from the environment, and are therefore more durable than those produced by other joining methods.
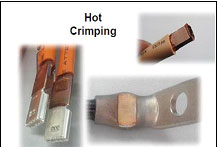
Figure 4. Hot crimping examples
Though the hot crimping process has been used for many years, it has seen a recent surge in use due to the increased electrification in vehicle design. Hot crimping makes it easier to join wires to one another and to the terminals with a strong mechanical connection that will withstand the stress placed on them during use. Figure 4 shows a few hot crimping stator application photos.
The basic hot crimping process consists of placing a conductive metal sleeve, hook, fork, or other shaped object around the copper wire or wires that are to be joined. The sleeve or other metal object is then placed between the two electrodes of a resistance welding system. A large amount of current is passed through the sleeve, causing it to heat to approximately 500˚C.
This temperature is adequate to burn away the enamel and allow gasses to escape through the metal sleeve. Once the enamel coating has burned away, even more heat is applied to the sleeve by increasing the electrical current, which causes the metal sleeve to collapse and tightly compress the stripped copper wires.
Once the compressed ring cools down, there is a strong mechanical and electrical connection between the individual wires and to the metal ring. The metal ring, which is often part of a cable shoe, can then easily be joined, or directly connected to a terminal.
Hot crimping creates an excellent mechanical and electrical connection, particularly when more than one wire is being joined together, due to the compression of the heat-collapsed metal on the wires. This connection effectively seals the joint from the environment, unlike in cold crimping, which can be critical in corrosive environments. The hot crimping process is far more efficient in terms of cost, time, and effort in comparison to other wire stripping and joining processes.
With laser welding, there is no contact, less pollution and less wear on equipment. One can get into tight spots and join dissimilar materials. Manufacturers are turning to laser welding when they cannot reach the stator by other means.

Figure 5. Hairclip welding
For example, laser welding may be used to make a copper to copper connection between two copper wires in what is known as hairclip welding, shown in Figure 5. This is a space saving design that is showing much promise in the era of reduced space for engine stators. However, obtaining process data and conducting checks after the laser welding process is much more difficult than with resistance welding.
As with many manufacturing processes, there is a tradeoff. Laser welding may be a shorter process, but this is not a real issue with stator joining. If the manufacturers have to use a hairclip process, laser welding is superior, because it is fast and one can gain access into tight spaces. (Using resistance welding for hairclip welding is possible, but one must add a variety of small parts and weld on individual wires, which may be difficult).
Laser welding is also superior for welding aluminum. While aluminum is not used in the motor itself, it is being used more and more for stators in smaller motors because it is cheaper and lighter.
Stator welding options available
Amada Miyachi Europe has completed a diverse range of stator welding projects, from early simple work on power supplies for welding modules, to detailed research and development for completely automated production systems - and everything in between. This work focuses on controlling all variables, closely related to the joining process.
Systems or components have been developed for most of the major car manufacturers, as well as numerous Tier 1 and 2 suppliers.
In most cases the systems are composed of pre-built modules that may be integrated into a system, in order to meet particular manufacturing requirements. Since many manufacturers face the similar problems and request similar components, this modular method offers the shortest delivery time and reduces costs.
Of course, there are atypical applications. One interesting example is a system Amada Miyachi Europe supplied for Formula One racing cars that use electrical motors to provide a boost. Since the manufacturer will be building only about 20 cars per year, the stator welding system is very different from that of a passenger car that may number in the hundreds of thousands.
To achieve the best results, it is recommended that the welding vendor be involved as early as possible in the design process. Developing a design that ensures easy access to the motor stator will guarantee the kind of reliable connections that are so important in the manufacturing of motors for automotive power trains.
Product Spotlight
APV1111GVY
Panasonic

Panasonic PhotoMOS® Photovoltaic MOSFET High-Power Drivers
| SKU: | |
|---|---|
| Stock: | 3490 |
| Cost: | $3.95 |
